車削螺紋 (車牙)、銑削螺紋 (銑牙)
螺紋加工、車床車削、銑床銑削、螺絲攻
-
螺紋加工的由來
螺紋加工的歷史,最早可溯源至工業革命時期的英國,於18世紀末問世。當時透過車床車削的方式,建立車牙的基本方法。現代的螺紋加工除了以車床車削之外,亦有銑床銑削、螺絲攻、滾軋、螺紋製造機等等。螺紋在機械工程應用廣泛,常用於機件接合與動力傳遞等面向。
 螺紋加工是常見的加工工藝,光隆精密工業一般提供車削、銑削或絲攻之工序
螺紋加工是常見的加工工藝,光隆精密工業一般提供車削、銑削或絲攻之工序
-
螺紋加工方法
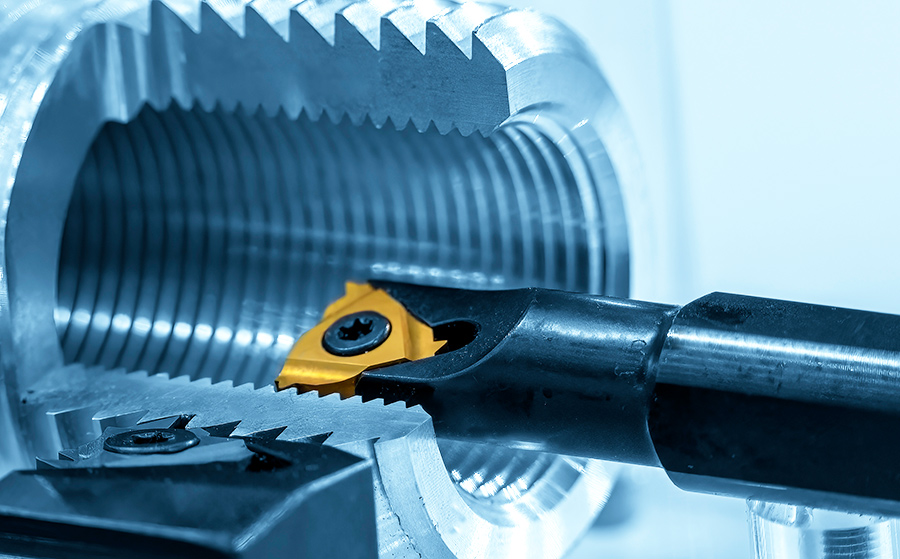
光隆精密工業提供的一般螺紋加工方法有三種,分別是車削螺紋 (車牙)、銑削螺紋 (銑牙) 及螺絲攻 (攻牙)。車削螺紋的工序是工件旋轉,以成形刀具或螺紋梳刀車出螺紋,此種方法適用於內、外螺紋的少量精密製造。銑削螺紋則是利用NC程式輔助,讓銑刀在路徑上銑出螺紋,此種方法適用大節距的內、外螺紋少量精密製造。至於螺絲攻與前面的車銑不同,指的是在預先鑽好的孔內,使用螺絲攻進行內螺紋加工。
螺紋加工的品質控制與檢驗完成螺紋的機械加工後,我們使用螺紋檢測設備,例如環牙規、2.5D影像量測儀,提供不同等級的精度檢驗。從內外螺紋 (internal/external thread) 、大小徑 (major/minor diameter)、螺紋深度 (thread depth)、螺距 (pitch)、螺紋角 (thread angle) 均能檢測,藉此確保螺紋加工的品質與精度,提供客戶滿意的加工服務。
影響螺紋精密度的因素螺紋作為機件接合與動力傳遞等功用,其精密度須達到要求,才能提供良好的連接和傳動效果。螺紋的精密度與否跟下列幾項因素有關:
-
夾持的穩定度
夾持工件的力道影響到成品精度,夾持力不足將有位移;夾持力過大又會造成損傷。 -
機床剛性
工具機在加工時產生的振動,剛性越高振動越小,其加工成品的精度相對較高。 -
牙刀精密度
金屬加工的不同材料特性,對加工精密度息息相關。例如材料特性若偏硬,切削過程對牙刀有較大的損壞。材料特性若韌性較好,切削過程裡牙刀會出現沾黏現象,將影響到整體螺紋的精密度。透過選擇適合的切削液並控制切削液的溫度,可以減少沾黏的情形發生。 -
控制器的等級
等級越高的控制器,越能精準轉換運動命令至伺服馬達、驅動馬達及機構,加工成品的精度也相對提升。透過設定最佳加工參數可提高螺紋加工精度。
-
夾持的穩定度