精密設備零組件與設備結構件
高精密設備產業為甚麼選擇光隆精密
光隆精密工業能提供高精密設備業的所需的零件製造、改造的技術製造服務,協助台灣電子零組件在國際發揮優勢。
光隆精密工業具備高精密設備及周邊零件製造能力,以CAD輔助設計精密閥類零件、幫浦零件、自動化運輸設備零件、生醫電子檢驗設備零件、醫療照護輔具及AI智慧輔具等零件;此外也具備逆向工程能力,能回溯產品再造的加工流程、結構數據和規格,為您提供精密設備零件的成型及加工製造服務。
實績
優勢
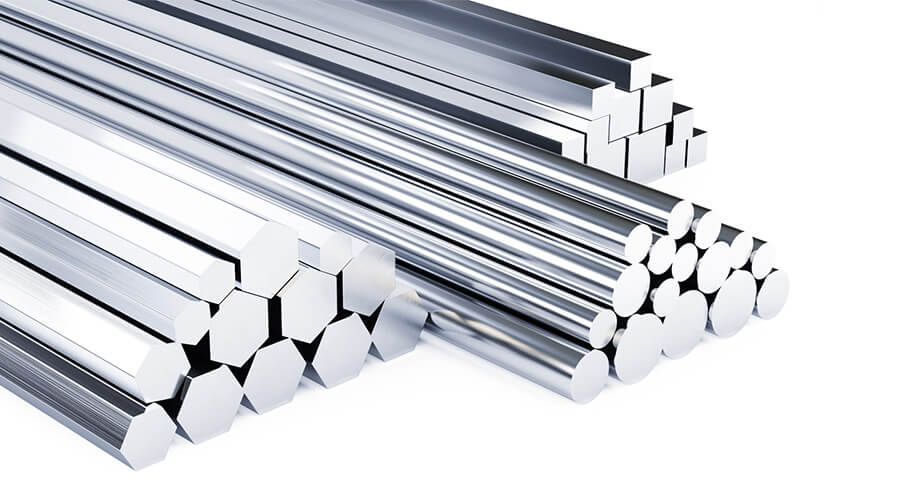
光隆精密工業整合廠內外加工設備資源、可供應鑄鐵、鋁合金、不鏽鋼與碳鋼等金屬材料、設有製程開發與程式設計能力的CNC工程師,結合國際認證等級的品質管理系統等條件。在醫療與電子設備應用累積的產品案例 ,證明光隆精密工業具有高精密設備零件製造能力。
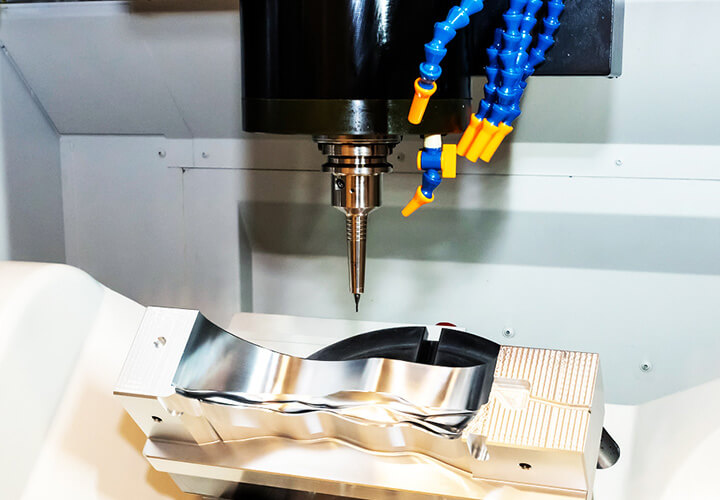
除了全刻件加工技術外,我們能以鑄造成型(重力鑄造、壓力鑄造與脫蠟鑄造)等方式取代胚料全切削加工,以更適切的加工製程取代原有的多工序研磨流程,生產高精度及低表面粗糙度的零件。
我們通過 ISO 9001: 2015 與 IATF16949 品質系統管理認證,委外的儀器校驗機構具備全國認證基金會 (TAF) 認證,代表我們能以國際標準的品質管理,加上符合國際規範的量測標準,為高精密設備零組件提供精準可靠的精密製造服務。
我們以優於環保法規的防治污染設備來生產高精密設備零件。場區建設活性碳吸附塔,提升加工過程廢氣及有害物質吸附。建置汙水處理系統,並取得水污染防治許可。
我們具備經驗豐富的英、日語營業人員,可以為您提供高精密設備零件設計到出貨的全程服務。在金屬加工業界多年累積的加工資源,能為高精密設備產業鏈提供具優勢的價格與交期。
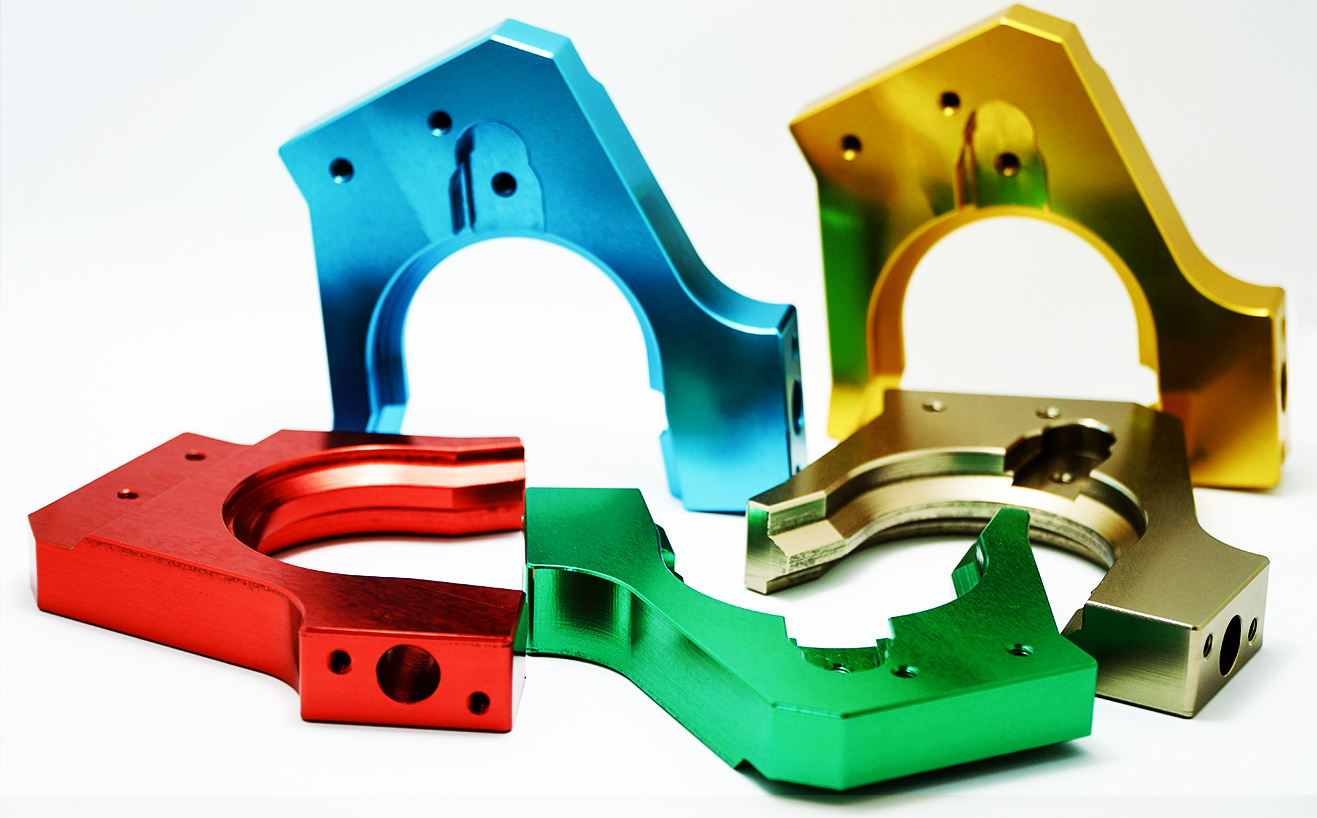
加工案例

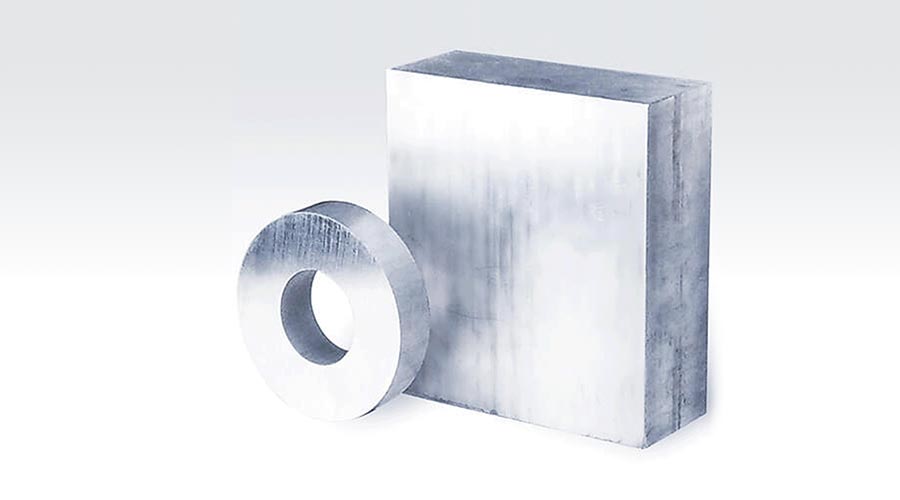
材料區塊




-
 哈氏合金管路配件採用高耐腐蝕哈氏合金C22製造,專為半導體製程設備管路系統設計。產品具備優異的耐化學腐蝕性與超潔淨表面處理,是確保製程管路系統可靠運作的關鍵零件。
哈氏合金管路配件採用高耐腐蝕哈氏合金C22製造,專為半導體製程設備管路系統設計。產品具備優異的耐化學腐蝕性與超潔淨表面處理,是確保製程管路系統可靠運作的關鍵零件。 -
 球墨鑄鐵換刀臂採用高強度球墨鑄鐵製造,專為精密加工中心自動換刀系統設計。產品具備優異的吸震性能與高精度定位特性,是確保自動換刀系統可靠運作的關鍵零件。
球墨鑄鐵換刀臂採用高強度球墨鑄鐵製造,專為精密加工中心自動換刀系統設計。產品具備優異的吸震性能與高精度定位特性,是確保自動換刀系統可靠運作的關鍵零件。 -
-

-
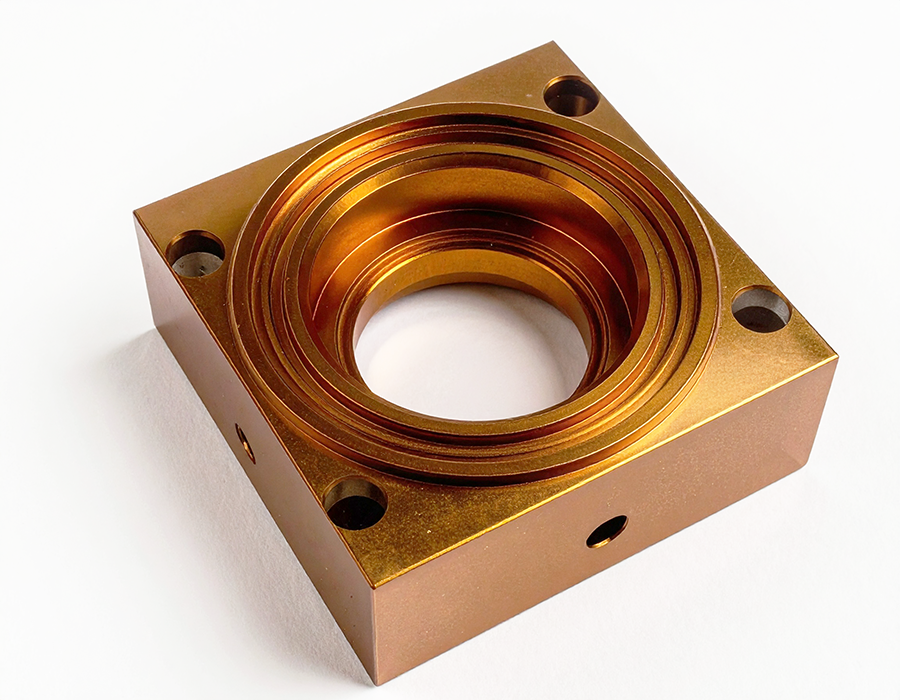
以重力鑄鋁方式完成局部產品形狀尺寸。鋁合金重力鑄造工件具有穩定的品質,也能獲得高精度尺寸和較低表面粗糙度的鑄件,可減少機加工範圍。印刷電路板打孔機主軸支架具有嚴格尺寸要求,尺寸公差要求在10µm以下,形狀公差要求在15µm以下,表面粗度精度要求Ra值1.6以下。接受客製特殊要求,以上下座組立加工完成工件製作。
-
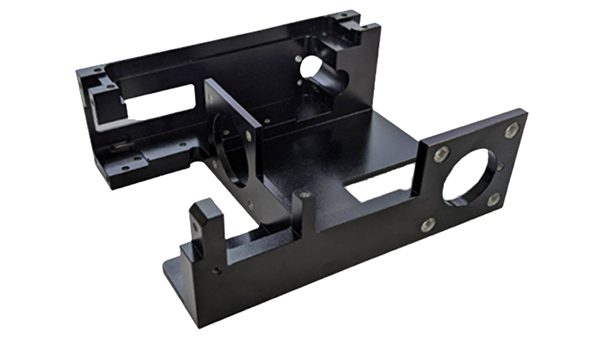
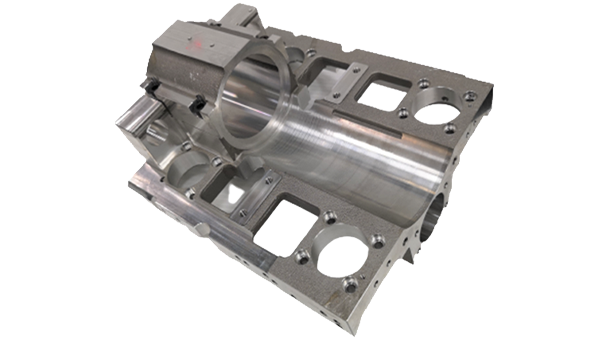
經過開發團隊多次測試,在獲得客戶的品質確認後開始進行批量生產。由於產品需要高機械性質,包括抗拉和硬度,製程採用鋁合金塊料的全刻件加工,也提高了加工困難度與時間。另外使用至少二台以上的工具機進行多軸加工。過程中,產品尺寸容易因為切削過程中的變形而發生偏差,因此需要調整加工工序,預留加工量,在最後的收尾階段再進行精修,以確保最終產品符合尺寸公差和形狀公差的要求。