如何進行微小孔徑量測-以影像量測儀為例
在精密加工產業,我們與客戶討論產品專案的可能性,就從一紙圖面開始。圖面承載了工件所有訊息,其尺寸、公差、加工方式記錄了客戶產品的細節,也是衡量我們能否承製此加工專案的關鍵。「按圖施工」是加工產業的常規,要得知有無確實按圖施工,就需要量測的把關。透過量測可以得知工件是否有在幾何公差、表面公差、位置公差的範圍內,達到客戶要求的產品品質。
就以量測孔徑來說,常見的工具有游標卡尺、缸徑規、塞規等種類,足以勝任量測一般較大孔徑的任務。在處理精度需求高的光學精密量測時,則多使用三次元量測儀進行幾何公差的各種規格量測。然而,當需要量測的是工件上直徑1mm或更小的微小孔徑時,三次元量測儀將面臨接觸式量測探頭本身的限制,難以對微小孔徑進行量測,此時非接觸式的光學量測將會是更適用的量測方式。
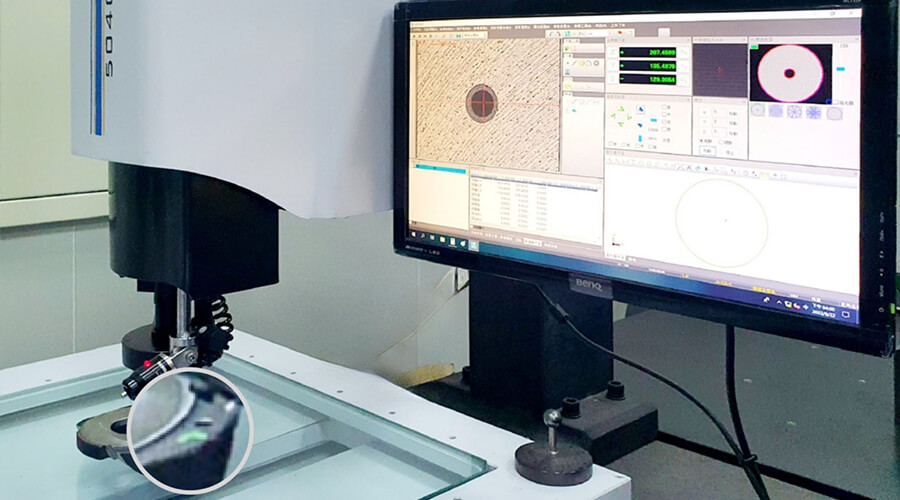
對於微小孔徑的精密量測,我們使用影像量測儀,透過光學鏡頭放大量測標的,可得精準幾何公差的精準數據。其可程式化的特色在進行程式編寫後,還能夠同步大量量測,快速得知工件微觀尺度的量測結果。
對於微小孔徑的基本量測,我們仍可透過針規量具得知孔直徑。此類GO/NO GO量具的特性,除了能快速得出孔徑允收或不良以外,沒有精確的數據,也可能產生人為量測誤差,因此這類的量測僅適用於無須得知實際尺寸的快速篩選。
透過以上的微小孔徑量測實例,我們看到在微觀尺度的量測下,三次元有探頭系統的限制,這時候採用影像尺寸量測將是最佳精密檢驗方式。而在不問尺寸的快速篩選下,使用針規即能收到效果。面對尺寸條件各異的產品工件,我們找出最適合的量測方式檢驗,以精密控制的品質,協助我們的客戶塑造更好的世界。