



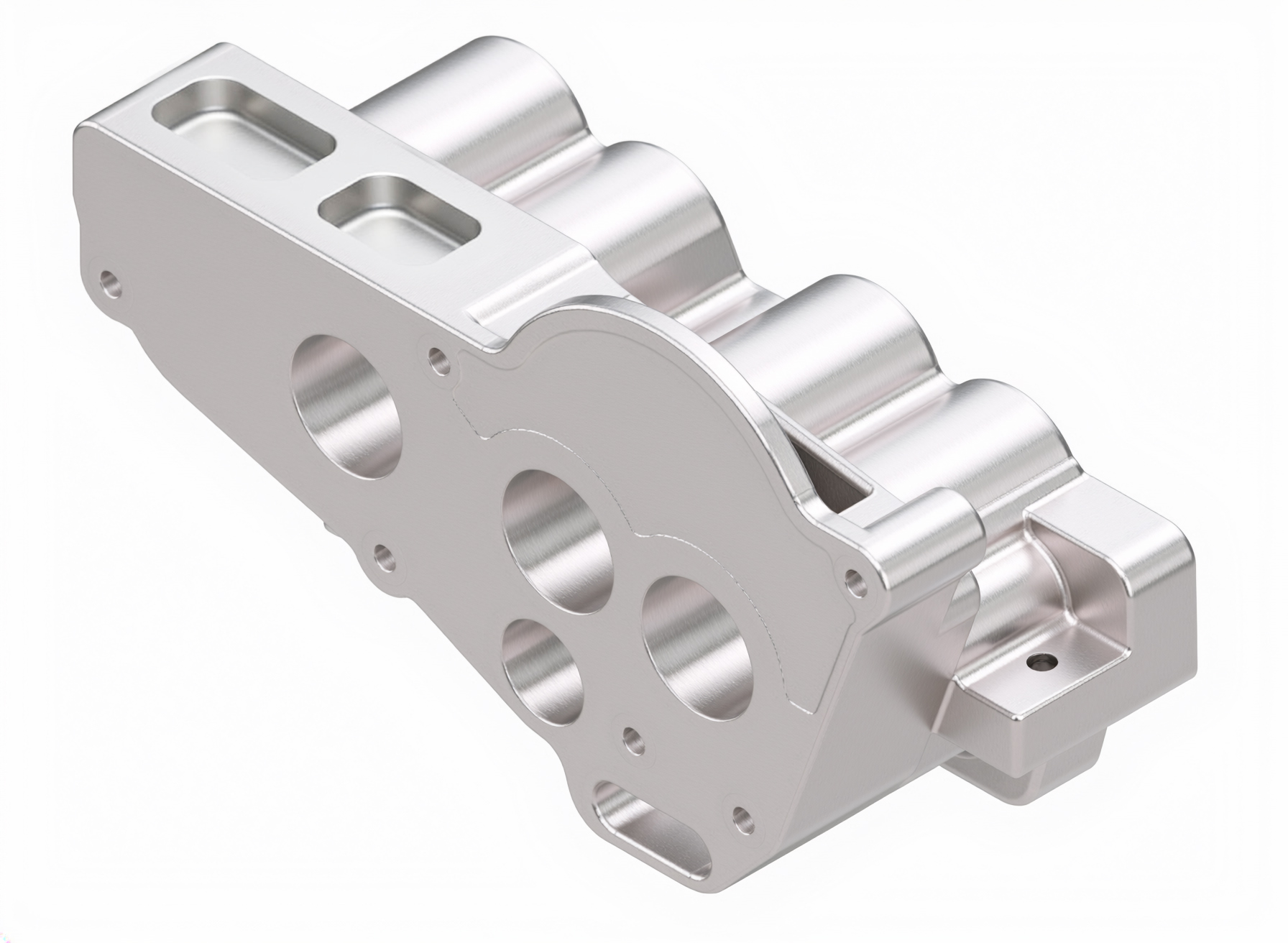









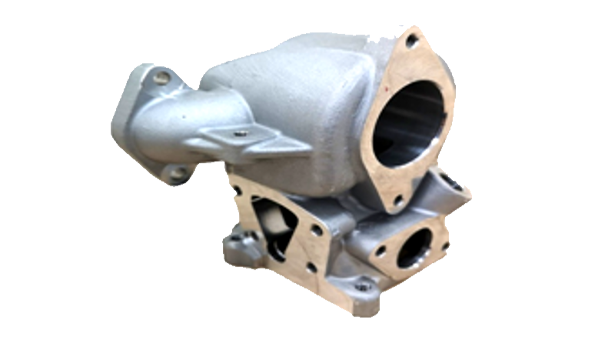
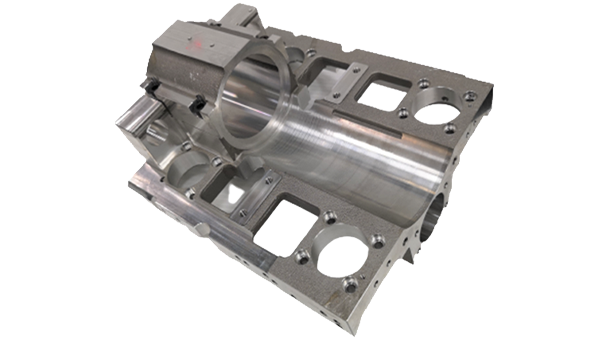
廢氣回收岐管、廢棄再循環系統 EGR (Exhaust Gas Recirculation)本體,或稱汽車二次進氣歧管、二次廢氣上方岐管。我們以重鑄鋁合金方式完成局部產品形狀尺寸。鋁合金重力鑄造工件具有穩定的品質,也能獲得高精度尺寸和較低表面粗糙度的鑄件,可減少機加工範圍。廢氣回收岐管是讓廢氣導回進氣歧管, 讓引擎重新吸進去再燒一次,需具備耐高溫、耐抖動的特性。尺寸跟形狀公差要求在15μm以下,表面粗度精度要求Ra1.6值以下。

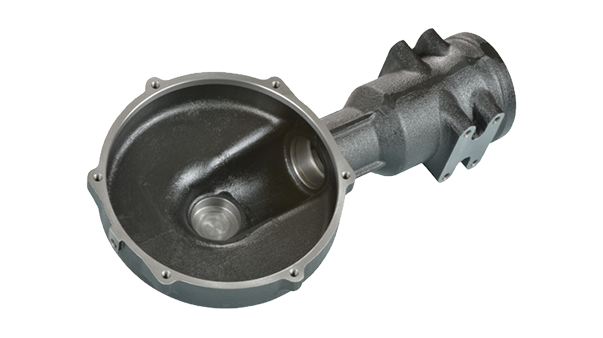
光隆精密工業為台灣唯一風力發電制動器缸體供應商。風力發電零件在材料選擇上更加嚴苛。發電機煞車系統制動器,以優於EN-GJS-LT 耐低溫衝擊的球墨鑄鐵材料製造,即使在遠低於0℃以下溫度環境下仍能正常操作。另因工件重,需由大型加工設備加工。尺寸嚴格,具工件具長深孔,需使用特殊刀具加工。
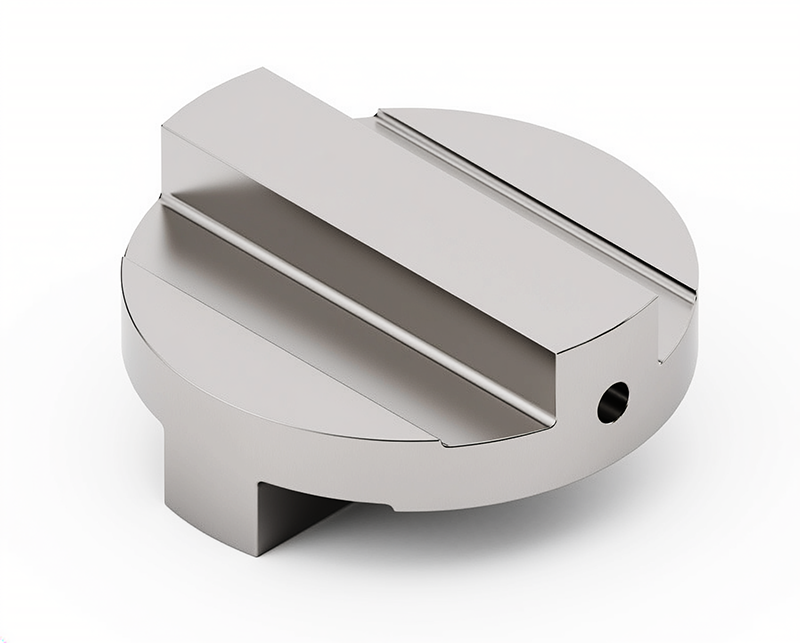
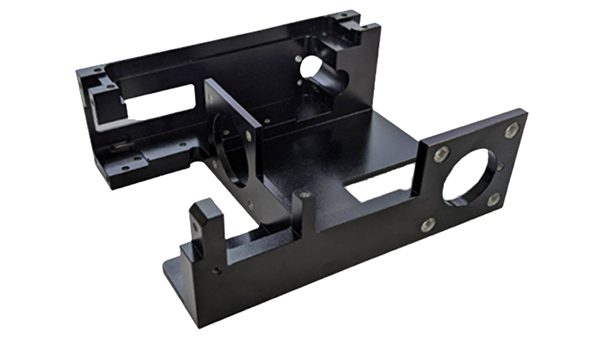
以重力鑄鋁方式完成局部產品形狀尺寸。鋁合金重力鑄造工件具有穩定的品質,也能獲得高精度尺寸和較低表面粗糙度的鑄件,可減少機加工範圍。印刷電路板打孔機主軸支架具有嚴格尺寸要求,尺寸公差要求在10µm以下,形狀公差要求在15µm以下,表面粗度精度要求Ra值1.6以下。接受客製特殊要求,以上下座組立加工完成工件製作。
經過開發團隊多次測試,在獲得客戶的品質確認後開始進行批量生產。由於產品需要高機械性質,包括抗拉和硬度,製程採用鋁合金塊料的全刻件加工,也提高了加工困難度與時間。另外使用至少二台以上的工具機進行多軸加工。過程中,產品尺寸容易因為切削過程中的變形而發生偏差,因此需要調整加工工序,預留加工量,在最後的收尾階段再進行精修,以確保最終產品符合尺寸公差和形狀公差的要求。

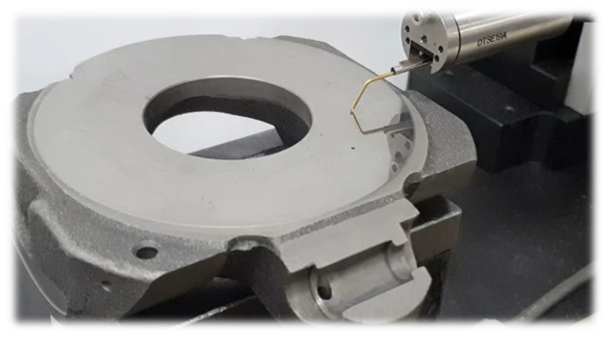
變速箱芯軸常用於高溫苛刻的環境,且變速箱特性必須以平穩為主,故對於材質與精度上的要求也非常嚴苛。對於汽車產業要求的0不良率,光隆精工建置國內首創變速箱芯軸之智慧製造產線,在產線導入設備聯網數位化、自動派工、自動參數與自動精度補償等即時運算技術,有效提高產線稼動率,並提升產品生產良率。

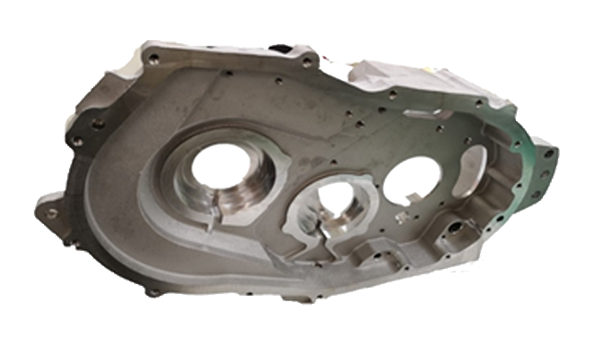
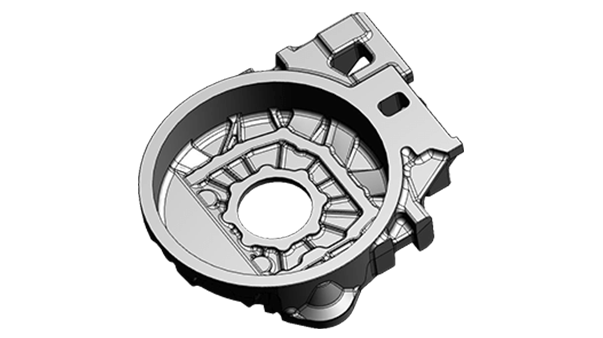
動力支撐蓋是具備摩擦性質的零件,必須能承受長期外力和震動的影響,因此針對鑄件材料,必須在常見牌號的材料中,加入其他合金而成的特殊規格方可使用,以提高整體的機械性質。
此外,零件也不允許有各種鑄造缺陷,尤其在加工面上須達到無鑄疵的要求。
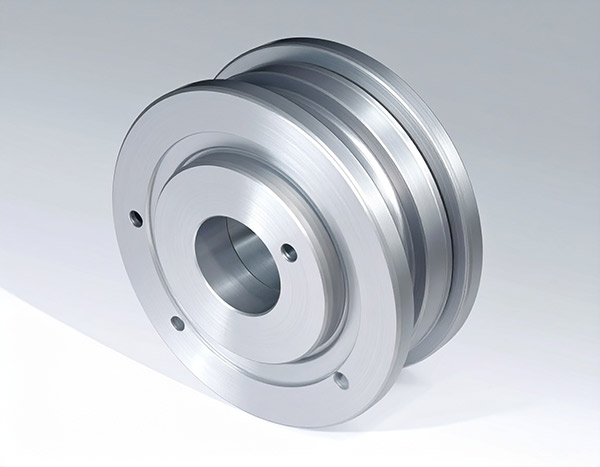
建機須在高惡劣的環境下運作,其中的引擎飛輪具有耐高溫及高強度的要求。針對這樣的產品特性,在製作上需要考慮結構穩固兼材質強硬的材料,為保持優異的組裝性能,在加工面及鑄件表面有特別嚴謹的要求;光隆精密工業以高規格檢視鑄疵判定標準及平面度;並精準管理工序控制表面粗度,以達成精度要求。

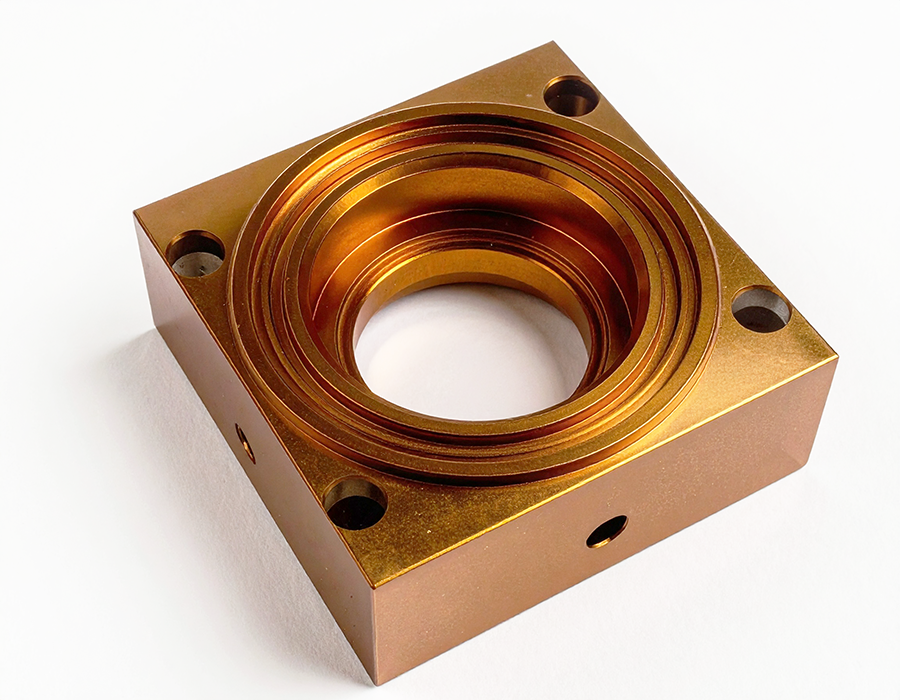
建機常在高惡劣的環境下運作,其中的油壓控制部件更需承受挖土機前後上下作動之負載,因此油壓缸需要相當高的耐壓能力。這樣的產品特性,適用結構強悍的球墨鑄鐵材料,且不允許有任何造成內部洩漏的鑄造瑕疵。另外為了提升操作穩定性,對於產品加工精度如同心度、表面粗度等標準要求非常嚴格,生產過程必須精準執行所有工序,才能確保符合高精度加工規格。